全国服务咨询热线:
13858176802
13858176802







详细介绍
鱼糜加工生产线
鲢鱼鱼糜机,鳙鱼鱼糜设备,青鱼鱼糜生产设备,草鱼鱼糜生产线.白姑鱼鱼糜生产线、梅童鱼鱼糜设备.海鳗鱼糜生产线.狭鳕鱼糜加工生产线.蛇鲻鱼糜生产线.沙丁鱼鱼糜加工生产线.狭鳕鱼糜加工生产线.非洲鳕鱼鱼糜生产线.白鲹鱼浆生产线
鱼糜加工生产线的工艺流程
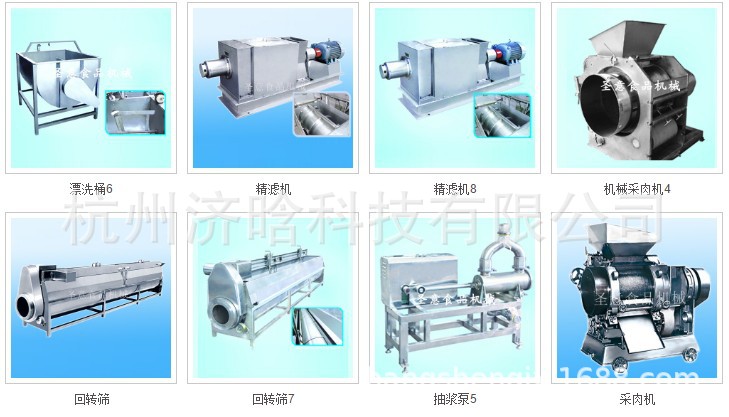
原料鱼处理(处理机)→清洗(洗鱼机)→采肉(采肉机)→漂洗(水洗机)→脱水(离心机)→精滤(精滤机)→绞肉(绞肉机)→擂溃(擂溃机)→成型(成型机)→加热凝胶化(自动恒温凝胶化机)→冷却(冷却机)→包装(真空包装机或自动包装机)





一 鱼糜生产线的工艺流程
原料鱼处理(处理机)→清洗(洗鱼机)→采肉(采肉机)→漂洗(水洗机)→脱水(离心机)→精滤(精滤机)→绞肉(绞肉机)→擂溃(擂溃机)→成型(成型机)→加热凝胶化(自动恒温凝胶化机)→冷却(冷却机)→包装(真空包装机或自动包装机)
二、鱼糜生产线设备的操作要点
(一)原料选择可用于制作鱼糜的原料品种有100余种。一般选用白色肉鱼类,如白姑鱼、梅童鱼、海鳗、狭鳕、蛇鲻等作原料,生产的制品弹性和色泽较好红色鱼肉制成的产品白度和弹性不及白色鱼肉,但在实际生产中,由于红色鱼类如鲐鱼和沙丁鱼等中鱼类的资源很丰富,仍是重要的加工原料,所以还要利用,只是在工艺上需要改进,以提高其弹性和色泽。目前生产鱼糜的原料主要有沙丁鱼、狭鳕、非洲鳕、白鲹等。除了利用海水鱼资源作原料外,淡水鱼中的鲢鱼、鳙鱼、青鱼和草鱼亦是制作鱼糜的原料,鱼类鲜度是影响鱼糜凝胶形成的因素之一。以狭鳕为例,捕获后18小时内加工鱼糜可得到优品,冰保鲜35~72小时加工可得到鱼糜。原料鲜度越好,鱼糜的凝胶形成能力越强;一般生产的鱼糜制品在弹性上要求高,因此原料鱼假如不能在海船上立即加工就加冰或用冷却海水使其温度保持在0~-1℃。
(二)原料处理 目前原料鱼处理基本上采用人工方法。先将原料鱼洗涤,除去表面附着的粘液,然后去鳞或皮,去头,去内脏。剖割方法有两种——一是背割(沿背部中线往下剖),二是从腹部中线剖开。再用水清洗腹腔内的残余内脏、血污和黑膜。这一工序将原料鱼清洗干净。否则内脏或血液中存在的蛋白酶会对鱼肉蛋白质进行,影响鱼糜制品的弹性和质量。清洗一般要重复2~3次.水温控制在10℃以下,以防止蛋白质变性。国外在海船上加工,鱼体的处理已采用切头机、除鳞机、洗涤机和剖片机等综合机器进行自动化加工,一些企业也已开始陆续配备这些设备,提高了生产效率。
(三)采肉 鱼肉采取自20世纪60年代后开始使用采肉机,它是用机械方法将鱼体皮骨除掉而把鱼肉分离出来。使用较多的是滚筒式采肉机。采肉时,鱼肉穿过采肉机滚筒的网孔眼进入滚筒内部,骨刺和鱼皮在滚筒表面,从而使鱼肉与骨刺和鱼皮分离。采肉机滚筒上网眼孔选择范围在3~5毫米,根据实际生产需要自由选择。用红色肉鱼类如鲐鱼、沙丁鱼做鱼糜时,由于红色肉在鱼体肌肉组织中是由表及里呈梯形分布的。为了控制红色肉的混入量,—般通过降低机械采肉的采肉率来控制。
(四)漂洗 漂洗可以除去鱼肉中水溶性蛋白质、气味和脂肪.提高鱼肉的弹性和白度。它是鱼糜生产的重要工艺技术,对提高鱼糜制品质量及保藏性能起到作用,
1.漂洗方法 有清水漂洗和稀盐碱水漂洗两种,根据鱼类肌肉性质选择。一般白色肉类直接用清水漂洗;红色肉中的鱼类如鲐鱼、远东拟沙丁鱼等用稀盐碱水漂洗,以蛋白质冷冻变性。鱼糜制品的弹性。
(1)清水漂洗:该方法主要用于白色肉鱼类,如狭鳕、海鳗、白姑鱼、带鱼、鲢鱼等。介于白色肉与红色肉之间的鱼类也可使用此法。根据需要按比例将水注入漂洗池与鱼肉混合,鱼:水=1:5~10,慢速搅拌,使水溶性蛋白等溶出后静置,使鱼肉沉淀,倾去表面漂洗液。再按上述比例加水漂洗,重复几次。清水漂洗使鱼肉肌球蛋白吸水,造成脱水困难,所以通常1次漂洗采用0.15%食盐水进行,以使鱼球蛋白容易脱水。
(2)稀盐碱水漂洗:主要用于多脂红色肉鱼类。先用清水漂洗2~3次,再以鱼:稀盐碱水=1:4~6的比例漂洗5次左右。稀盐碱水由0.1%~0.15%食盐水溶液和0.2%~ 0.5%溶液混合而成。2.漂洗技术 一般来讲,漂洗用水量和次数与鱼糜质量成正比。用水量和次数视原料鱼的新鲜度及产品质量要求而定,鲜度好的原料漂洗用水量和次数可减少.可不漂洗;生产质量要求不高的鱼糜制品,可减少漂洗用水量和次数。一般对鲜度的大型白色鱼肉可不漂洗。漂洗用水一般为自来水,水温要求控制在10℃以下,使用钙镁等离子的高硬度水及铜铁等离子的地下水。
(五)精滤 用滤精机将鱼糜中的细碎鱼皮、碎骨头等杂质除去。红色肉鱼类所用过滤网孔直径为1.5毫米,白色肉鱼类网孔直径为0.5~0.8毫米。在精滤分级过程中经常向冰槽中加冰,使鱼肉温度保持在10℃以下.以防鱼肉蛋白质变性。
(六)脱水 鱼肉经漂洗后含水量较多,进行脱水。脱水方法有两种:一种是用螺旋机除去水分,另一种是用离心机离心脱水;少量鱼肉可放在布袋里绞干脱水。温度越高,越容易脱水,脱水速度越快,但蛋白质易变性。从实际生产工艺考虑,温度在10℃左右较理想。pH值为5~6时鱼肉脱水性好,但在此pH值范围内鱼糜凝胶形成能力差,不宜采用。根据经验,白色肉鱼类在 pH6.9~7.3,多脂红色肉鱼类在pH 6.7脱水效果较好。
(七)擂溃或斩拌 将鱼肉放入擂溃机内擂溃,通过搅拌和研磨作用,使鱼肉肌纤维组织进一步破坏,为盐溶性蛋白的溶出良好的条件。先将鱼肉空擂几分钟,加入鱼肉量2%的食盐继续擂溃15~20分钟,使鱼肉中的盐溶性蛋白质溶出变成粘性很强的溶胶,再加入调味料和辅料与鱼肉拌搅均匀,俗称“拌擂”,加入溴化钾、蛋清等弹性剂,鱼糜胶化。擂溃过程中适当加冰或间歇擂溃降低鱼肉温度。擂溃时间以20~30分钟为宜,时间过长过短都会影响鱼糜质量。 擂溃使用设备擂溃机。近年由于斩拌机能缩短盐擂时间,方便加料取料,且制品弹性光泽与使用擂溃机效果相似,所以许多加工企业用斩拌机代替擂溃机生产鱼糜制品.
(八)成型 鱼糜制品的成型,过去依靠手工成型,现在已发展成采用成型机加工成型,如天妇罗成型机、鱼丸成型机、鱼卷成型机、三色鱼糕成型机及模拟制品成型机。成型操作与擂溃操作要连续进行,不能间隔时间太长,或将鱼糜放入0~4℃保鲜库中暂放,否则擂溃后的鱼糜会失去粘性和塑性不能成型。
(九)凝胶化 鱼糜成型后需在较低温度下放置—段时间,以增加鱼糜制品的弹性和保水性,这一过程称做凝胶化。根据凝胶化的温度可分为四种:高温凝胶化(35~40℃, 35~85分钟):中温凝胶化(15~20℃,16~20小时);低温凝胶化(5~10℃,18~42℃小时); 二段凝胶化(先30℃,30~40分钟高温凝胶化。然后7~10℃,18小时低温凝胶化)。凝胶化温度和时间应根据产品需求及消费习惯等因素灵活掌握。
(十)加热 加热方式有蒸、煮、焙、烤等。加热设备包括自动蒸煮机、自动烘烤机、鱼丸和鱼糕油炸机、鱼卷加热机、高温高压蒸煮机、加热机和微波加热设备等。鱼糜制品加热可以使蛋白质变性凝固并起到作用,能使鱼糜制品的保存期延长。
三 鱼糜生产线设备的单机配置主要技术参数
一、淡水鱼去鳞机
1、长1.2米×宽1.3米×高0.8米
2、电机功率3KW,变频调速。
3、槽体的材质为螺纹钢,外面的防护罩为碳钢,外镀防锈漆。
4、生产能力为原料鱼1.5吨/时。
二、洗鱼机
1.除电机、链条、链轮等传动部分外,其它为304不锈钢。
2.长5米×宽1.1米×高1.7米,底部框架为75×45×1.5mm的304不锈钢,槽体为2mm的304不锈钢。
3.滚桶网体为1.8mm304不锈钢,孔径16mm。
4.变频调速,电机功率为3KW。
三、碎鱼机
1、除电机、链条、链轮及刀片等除外,其余为304不锈钢。
2、圆盘切刀材质为高速合金钢,刀片的外径:¢300mm,圆盘切刀间距:30.5mm
3、根据不同的部位,外面的框架用3mm、4mm的304不锈钢材质拼接组合而成。
4、减速机型号: KCAZ57-17.57,功率为4KW
5、刀片为38把
四、漂洗桶
1.除电机、链条、链轮等传动部分外,其它为304不锈钢。
2.长1.5米×宽1.15米×高1.2米,槽体为1.5mm厚的304不锈钢板;整体机架为75×45×1.5mm的304不锈钢。
3.电机功率为0.75KW。
五、集肉桶
1.除电机、链条、链轮等传动部分外,其它为304不锈钢。
2.长2米×宽1.15米×高0.9米,槽体为1.5mm厚的304不锈钢板;整体机架为50×50×1.5mm的304不锈钢方管。
3.电机功率为0.75KW。
五、提升机
1.除电机、链条、链轮等传动部分以及输送带外,其它为304不锈钢。
2.电机根据带长度、负载需要确定,常用为1.1-1.5KW。
3.输送带材质为白色聚氟乙烯,无毒塑料模块组合或平顶带。
4.长2米~6米根据实际厂地确定,宽0.35~0.6米。
六、回转筛
1.除电机、链条、链轮等传动部分外,其余为304不锈钢材质。
2.长为(4米和5米)两种×宽0.75米×高1.2米,槽体为1.5mm的304不锈钢板材,机架为50×50×1.5mm的304不锈钢方管。
3.滚桶直径为350mm的筛网(日本进口)为304不锈钢材质,筛网孔径为0.4mm,厚度为0.4mm。
4.共三台电机:主电机为2.2KW负责滚桶的传动,喷水移动电机功率为0.37KW,水泵电机为0.25KW。
七、精滤机
1.除电机、链条、链轮等传动部分外,其余为304不锈钢材质。
2.长2.7米×宽0.62米×高0.85米,底座为200槽钢,外包304不锈钢材质。
3.变频调速,电机功率为22KW。
4.柜体为304不锈钢板拼焊而成,材质厚度为12-25mm,螺旋体为304不锈钢管拼构而成。
5.外面的网厚为1.2mm,网孔为1.6mm和1.8mm,材质为304不锈钢。
八、细切机
1.除电机、链条、链轮及底部机架外,其它为304不锈钢材质。
2.长2.6米×宽0.2米×高1.6米,底部机架为碳钢,外包304不锈钢,锅体直径为1.6米,容量为330升,材质为304不锈钢(厂家订做),锅盖为304不锈钢,带搅拌系统,油压升降盖子及卸料,外带冰水盘。
3.主电机功率为30KW,负责转刀的转动;转锅电机功率为2.2KW,负责锅的转动;搅拌电机功率为1.5KW,负责搅拌。卸料电机功率为0.75KW,负责卸料;油泵电机功率为0.75KW,负责油压系统。
4.主机变频四档调速,转刀速度为300/700/1000/1600转/分。
九、抽浆泵
1.除电机、链条、链轮外,其它为304不锈钢材质。
2。长1.3米×宽0.4米×高1.25米,机架为75×45×1.5mm的304不锈钢方管。
3电机功率为3KW,变频无级调速。
十、鱼浆成型机
1.除电机、链条、链轮外,其它为304不锈钢材质。
2.长1.9米×宽1.3米×高0.85米,机架及螺旋传动部分全部为304不锈钢材质,螺旋叶片厚度为3mm的304不锈钢,螺旋主轴为60mm的304不锈钢。
3、电机功率为4KW。
十一、脱水机
1.除电机、链条、链轮、等传动部分以及底部机架外,其它为304不锈钢板材。
2.长7.4米×宽0.77米×高1.15米。
3.底部机架为25#槽钢,上带304不锈钢盘。上面机架全部为304不锈钢材质,厚度为12mm和23mm的两种304不锈钢板焊接而成;螺旋直径为550mm(含叶片)的304不锈钢材质;螺杆叶片厚度为5mm。外网板厚为1.5mm,孔径为Φ20,孔距Φ24,内网板厚0.8mm。
4.电机功率为4KW,摆线针电机减速比为1:187。
十二、采肉机(CR -580)
1.滚筒材质为高速钢,机架为铸钢,外镀防锈漆。外型尺寸:1500(长)×1230(宽)×1470(高)mm
2、采肉皮带规格(mm):内周长2410 宽400 厚22mm,采肉筒体直径为580mm,
3、处理能力:4500~6000kg/h(未经过处理的整鱼)
4、电机:4极,11KW
十三、采肉机(CR-700)
1.滚筒材质为高速钢,机架为铸钢,外镀防锈漆。外型尺寸:1850(长)×1300(宽)×1500(高)mm
2、采肉皮带规格:内周长2870 宽450 厚22mm
3、处理能力:5500~7000kg/h(未经过处理的整鱼)
4、电机:4极,15KW,
产品咨询


 电子邮箱:
电子邮箱: 工厂地址:杭州余杭工业园区
工厂地址:杭州余杭工业园区